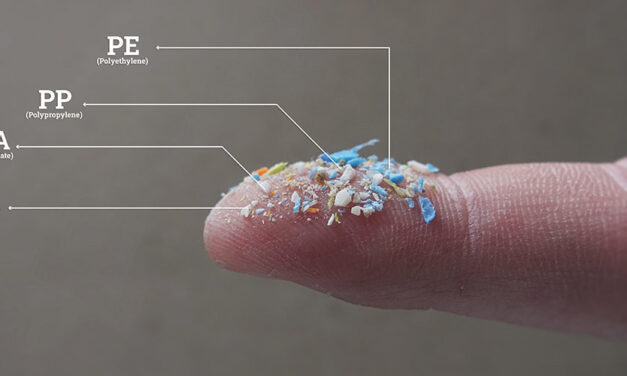
Minimizing microplastics in the food processing line
Read Time: 3 min - This article was originally published on JBT’s Plant-based Protein Blog....
Read More
Read Time: 3 min - This article was originally published on JBT’s Plant-based Protein Blog....
Read More
Looking for a re-chiller without sky-high energy bills? The COOLCAT Re-Chiller could be the option you are looking for, thanks to high performance efficiency and built-in energy savings.
Read More
Read Time: 6 min - When Norway’s leading poultry producer Norsk Kylling planned its new production...
Read More
Read Time: 2 min - JBT has announced the acquisition of Alco-food-machines GmbH & Co. KG...
Read More